微铣刀到底指什么?它与传统铣刀有何差异?
微铣刀,通常指直径在0.1 mm—2 mm之间的超细立铣刀,**刃口半径可小至1 μm**。与传统铣刀相比,其**切削深度往往不足刀具直径的10%**,因此加工机理更接近“微切削”而非“常规切削”。
自问:为什么普通铣刀无法替代微铣刀?
自答:当工件特征尺寸<0.5 mm时,普通刀具的**刀具偏摆、刃口崩缺、排屑堵塞**三大问题会指数级放大,导致良品率骤降。
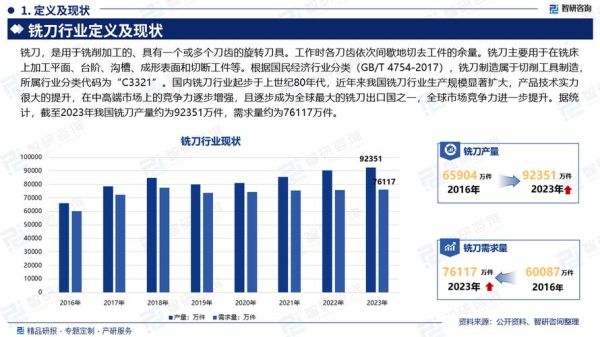
当前市场规模:数据不会说谎
- 2023年全球微铣刀市场规模约**4.8亿美元**,其中亚洲占55%,中国独占28%。
- 年复合增长率(CAGR)**9.3%**,高于整体切削刀具行业均值(5.7%)。
- 消费电子、医疗植入体、精密模具三大应用合计贡献**72%**销售额。
自答:手机中框、TWS耳机充电仓、折叠屏铰链的**微槽、微孔、微齿**特征,需要大批量0.2 mm—0.5 mm微铣刀进行不锈钢、钛合金加工。
技术突破:谁在改写游戏规则?
1. 材料升级:从WC-Co到纳米晶硬质合金
传统WC-Co颗粒度1—3 μm,**纳米晶硬质合金颗粒度<0.5 μm**,硬度提升20%,抗弯强度提升15%,刀具寿命延长30%。
2. 涂层革命:AlTiN-Si vs DLC
- AlTiN-Si:耐温1100 ℃,适合**钛合金高速干切**。
- DLC:摩擦系数0.1,适合**铝镁合金镜面加工**。
3. 几何创新:螺旋角、芯厚、刃口钝化的黄金比例
实验表明,**35°螺旋角+55%芯厚+2 μm刃口钝化**的组合,在加工HRC55模具钢时,刀具寿命比常规设计提升42%。
需求侧:哪些行业在“抢”微铣刀?
消费电子:折叠屏铰链的“微齿”战场
铰链单件需加工**200+个0.3 mm宽的微齿**,良品率要求>99.5%,直接推高微铣刀订单。
医疗植入:骨科螺钉的“微槽”革命
钛合金骨钉需加工**0.15 mm深的微螺纹**,表面粗糙度Ra<0.2 μm,只有涂层微铣刀能胜任。
半导体封装:IC载板的“微孔”竞赛
BT树脂载板需钻**0.1 mm微盲孔**,孔位精度±5 μm,带动**0.1 mm双刃微铣刀**需求年增25%。

供给侧:国产替代的真实进度
2023年进口品牌(NS Tool、Mitsubishi、Kulzer)仍占**60%**份额,但国产厂商已出现“三极”:
- **厦门金鹭**:纳米晶硬质合金+AlTiN-Si涂层,0.2 mm刀具寿命追平日系。
- **株洲钻石**:DLC涂层0.3 mm铝用刀,镜面效果Ra<0.05 μm。
- **深圳佑能**:0.1 mm双刃超细刀具,月产能突破10万支。
自答:**刃口钝化设备、在线检测仪器、涂层均匀性**仍是三大短板,预计2026年国产化率可突破50%。
未来五年:三大趋势提前剧透
趋势一:超硬材料微铣刀商业化
PCD(聚晶金刚石)微铣刀已在小批量试产,**加工SiC陶瓷寿命是硬质合金的8倍**,预计2027年成本降至可接受区间。
趋势二:AI驱动的刀具寿命预测
通过**声发射+电流信号**实时采集,AI模型可提前15分钟预警崩刃,减少废品率30%。
趋势三:微铣刀+激光复合加工
先用激光预软化材料,再用微铣刀精修,**加工镍基合金效率提升2.5倍**,2025年将进入医疗植入领域。
投资视角:哪些环节最赚钱?
- 涂层设备:一台进口PVD涂层机售价300万美元,毛利率>50%,国产替代空间巨大。
- 在线检测仪:0.1 μm级激光测径仪单价80万元,国内90%依赖进口。
- 回收再涂层:微铣刀重磨+再涂层成本仅为新刀30%,利润率却高达60%。
用户最关心的五个实操问题
Q1:0.2 mm刀具转速给多少?
加工不锈钢时,**转速80 000 rpm,进给800 mm/min,切深0.01 mm**,可兼顾效率与寿命。
Q2:如何判断微铣刀是否崩刃?
观察**工件毛刺方向突变**或**主轴电流波动>5%**,即可判定。
Q3:铝件镜面加工选什么涂层?
优先选**DLC或高硅AlTiN**,避免铝屑粘刀。
Q4:微铣刀能重磨几次?
直径<0.3 mm建议**不磨**,0.3—0.5 mm可磨**2次**,需用**激光刃口检测仪**确保精度。
Q5:国产和进口差距多大?
在0.3 mm以上规格,**寿命差距<10%**;在0.1 mm规格,寿命差距仍有**30%—40%**。
评论列表