压力容器在化工、石油、电力等行业中扮演着关键角色,设计阶段稍有疏忽就可能带来灾难性后果。本文围绕“压力容器设计规范有哪些”与“压力容器设计常见问题”两大高频疑问,拆解标准体系、材料选择、应力分析、制造检验及典型缺陷,帮助工程师避开雷区。

压力容器设计规范有哪些?
全球主流标准速览
- ASME BPVC VIII-1:北美及多数海外项目首选,强调“设计-制造-检验”一体化。
- GB/T 150:中国通用标准,与ASME在许用应力、焊接系数等关键参数上存在差异。
- EN 13445:欧盟PED指令配套,突出风险评估与失效模式分析。
- API 650/620:分别针对常压储罐与低压储罐,补充ASME的空白。
如何快速锁定适用规范?
自问:项目所在地、客户要求、介质类别、设计压力/温度?
答:若出口北美且介质为易燃易爆气体,优先ASME VIII-1 + API 620;国内石化项目则GB/T 150 + NB/T 47042组合更经济。
压力容器设计常见问题
材料选择误区
误区1:盲目追求高等级不锈钢
316L耐蚀性虽好,但氯离子环境仍可能应力腐蚀开裂;此时2205双相钢或衬钛方案更可靠。
误区2:忽视低温冲击试验
设计温度-20 ℃以下必须做夏比V型缺口冲击,否则焊缝区易脆断。
应力分析盲点
常见提问:有限元分析是否可完全替代公式法?
答:不能。ASME VIII-2允许用FEA,但需额外校核局部薄膜应力+弯曲应力,且疲劳分析时载荷谱必须覆盖启停循环。
排列关键步骤:
1. 建立三维模型并细化开孔补强区域网格;
2. 定义材料非线性属性(真实应力-应变曲线);
3. 施加内压、管道载荷、地震加速度;
4. 按Stress Linearization提取路径应力;
5. 对比Sm(设计应力强度)与Sa(疲劳许用应力)。
焊接与热处理陷阱
问题:焊后热处理(PWHT)温度越高越好?
答:错误。对于P-No.1 Group 1碳钢,595 ℃即可消除残余应力;超过650 ℃反而晶粒粗化,韧性下降。
典型缺陷对照表:
- 未熔合:坡口角度不足或电流过低;
- 气孔:焊材烘干不彻底;
- 再热裂纹:含V、Mo低合金钢PWHT冷却速度过快。
检验与认证流程
国内项目:
1. 设计文件第三方审查(SELO);
2. 制造过程监检(TSG 07);
3. 水压试验1.25倍设计压力,保压30分钟无渗漏;
4. 出具特种设备制造监督检验证书。
出口ASME项目:
1. 向AI(Authorized Inspector)提交设计计算书;
2. 焊接工艺评定(WPS/PQR)现场见证;
3. 铭牌打U钢印并附ASME数据报告。
工程师最关心的5个细节问答
Q1:开孔补强能否用厚壁管代替补强圈?
答:可以,但需满足GB/T 150.3-2011 6.3.3等面积法,且厚壁管材质需与壳体同组别或更高组别。
Q2:多层包扎容器环缝如何处理?
答:每层板纵缝错开75 mm以上,环缝采用埋弧自动焊+UT+TOFD组合检测,避免层间未熔合。
Q3:设计温度高于蠕变温度怎么办?
答:需按ASME VIII-1 表UCS-23降低许用应力,并增加100,000小时持久强度校核。
Q4:真空容器是否需要考虑外压失稳?
答:必须。按GB/T 150.3 4.3计算临界外压,若不足,可增设加强圈或提高壁厚。
Q5:复合材料补强(FRP)能否用于高压容器?
答:目前仅限局部腐蚀修复,设计压力需降至原容器的80%,且需定期声发射检测。
避坑清单:从设计到交付
- 早期介入HAZOP分析,识别超压、超温场景;
- 对腐蚀裕量按10年预期寿命计算,而非经验值3 mm;
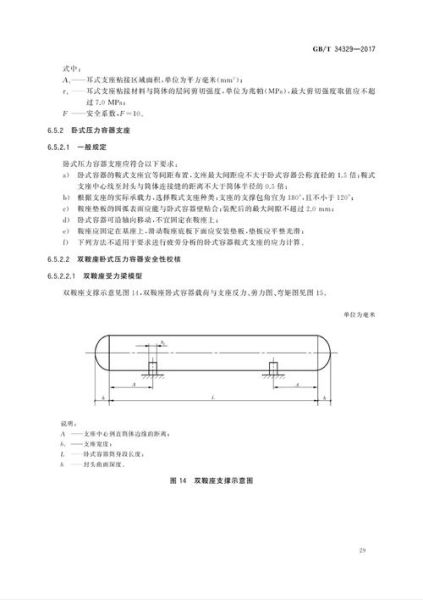
- 运输鞍座位置需重新校核局部应力,避免吊装变形;
- 竣工图注明最小实测壁厚,方便后期检验比对;
- 建立数字孪生模型,实时监测应力集中区应变变化。
压力容器设计没有“万能模板”,只有对规范细节的敬畏与对现场反馈的持续迭代。掌握上述要点,可显著降低返工率与后期维护成本。
评论列表