一、化肥生产工艺流程是什么?——从原料到成品的全景拆解
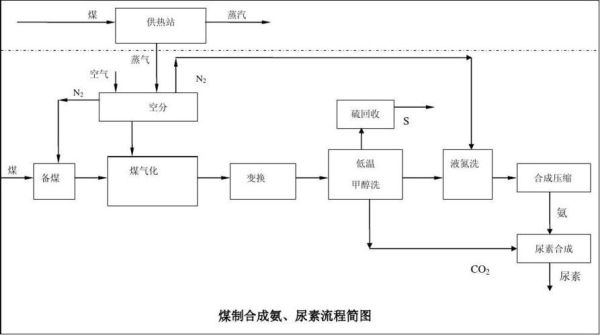
化肥生产并非简单的“搅拌+包装”,而是一条涵盖原料预处理、化学反应、造粒、干燥、筛分、包膜、包装七大环节的连续流程。下面以主流的高塔复合肥为例,逐步拆解:
(图片来源网络,侵删)
1. 原料预处理:把“石头”变成“可反应物”
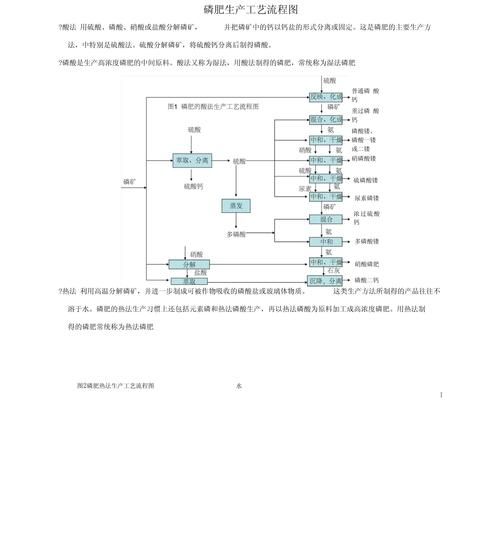
磷矿石、钾盐、尿素、硫酸、液氨等大宗原料首先经过破碎、磨粉、除杂、配比四步。磷矿石需磨至目,钾盐需脱除氯离子,尿素需熔融成液态,确保后续反应充分。
2. 化学反应:核心养分的“合成车间”
在管式反应器中,磷酸与液氨瞬间反应生成磷酸一铵(MAP),温度瞬间升至℃,压力.MPa;尿素与硝酸铵溶液混合生成高氮熔融液。此阶段决定氮磷钾比例与水溶性。
3. 高塔造粒:让“液体”变“颗粒”
熔融料浆经喷头从米高空喷淋,下落过程中与冷空气逆向接触,秒内完成冷却固化,形成.mm球形颗粒。颗粒大小由喷头孔径+风量共同控制。
4. 干燥、筛分与包膜:稳定性的最后保障
颗粒经℃滚筒干燥至水分<%,再通过振动筛分级,不合格颗粒返回再造。最后在包膜机内喷涂防结块剂(石蜡+滑石粉),降低吸潮率%。
二、化肥厂如何降低生产成本?——从“省原料”到“省能耗”的实战清单
成本压缩≠偷工减料,而是通过工艺优化、设备升级、管理数字化实现。以下方案来自山东某万吨级复合肥厂的真实改造案例:
(图片来源网络,侵删)
1. 原料端:用“低价替代”而非“低质替代”
- 磷矿配矿技术:将%高品位矿与%中低品位矿混合,通过浮选提高P₂O₅回收率%,吨肥原料成本下降元。
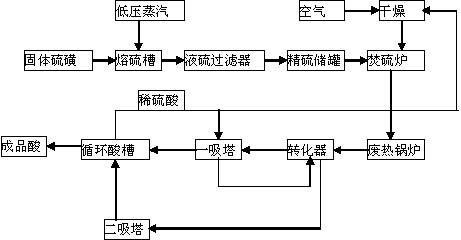
- 副产酸再利用:钛白粉厂副产硫酸(含%游离酸)经浓缩后替代%商品硫酸,年节省万元。
2. 能耗端:把“废热”变成“新动力”
- 反应热回收系统:在管式反应器出口增设余热锅炉,回收℃尾气热量,产生.MPa蒸汽供造粒干燥,年节煤吨。
- 变频风机改造:将造粒塔进风风机改为变频控制,根据颗粒温度实时调节风量,电耗降低%。
3. 设备端:用“小改造”撬动“大收益”
- 喷头防堵设计:将传统单孔喷头改为自清洁螺旋喷头,减少停机清理次数,年增产吨。
- 筛网超声波清网:在振动筛上加装超声波换能器,筛网寿命从个月延长至个月,年省筛网费用万元。
4. 管理端:数据驱动的“隐形降本”
- 原料库存动态模型:通过MES系统实时监控磷矿、液氨价格波动,在低价区间锁单%,年减少采购成本万元。
- 班组能耗PK制度:将蒸汽、电力单耗纳入班组考核,第一名奖励当月奖金%,末位扣减%,半年内全厂能耗下降%。
三、常见疑问快问快答
Q:为什么高塔造粒比滚筒造粒成本高?
高塔造粒需要建设米以上的钢筋混凝土塔,土建投资是滚筒工艺的倍,但颗粒圆润度、抗压强度(≥N)远超滚筒,适合高端经济作物,可通过品牌溢价收回成本。
Q:降低生产成本会不会导致肥效下降?
不会。上述案例中,通过精准配料+包膜缓释技术,氮素释放周期从天延长至天,作物吸收率提升%,反而减少农民用量%,实现“减量增效”。
Q:小型化肥厂如何低成本起步?
优先选择滚筒掺混工艺(BB肥),设备投资仅需高塔的/,原料直接采购尿素、磷酸一铵、氯化钾成品颗粒,按比例物理混合即可,吨肥利润仍可达元。
(图片来源网络,侵删)
评论列表