铣刀行业到底还有没有“钱景”?
答案:有,而且比过去十年更可观。
(图片来源网络,侵删)
全球金属切削市场正以年复合增速5.2%的速度扩张,其中铣刀占比超过38%。新能源汽车、航空航天、3C精密结构件三大板块,对高硬度、高耐磨、可换头式铣刀的需求呈指数级增长。换句话说,只要选对赛道,铣刀依旧是一门高毛利、高壁垒的生意。
谁在推动铣刀需求?
1. 新能源汽车:一体化压铸带来的“刀具革命”
- 特斯拉、蔚来、比亚迪纷纷采用6000T以上压铸岛,铝合金毛坯一次成型,后续需要超精铣削去除余量。
- 传统硬质合金铣刀寿命仅20分钟,而金刚石涂层+微刃口设计的专用铣刀寿命可达120分钟,单件刀具成本下降65%。
2. 航空航天:钛合金、镍基高温合金“硬骨头”
- 国产C919、C929进入批产,机翼肋、发动机叶盘需要五轴联动高速铣。
- 进口品牌刀具交期长达26周,国产替代窗口期3~5年。
3. 3C精密件:不锈钢中框、钛合金螺丝孔
- iPhone 15 Pro系列采用Grade 5钛合金,CNC加工时间翻倍,对0.2mm以下微径铣刀需求激增。
- 国内厂商已推出6刃不等分螺旋角设计,毛刺高度控制在5μm以内。
铣刀技术路线正在发生什么变化?
材料升级:从“硬质合金”到“超硬材料”
| 材料 | 硬度HV | 热稳定温度 | 典型应用 |
|---|---|---|---|
| 硬质合金 | 1600 | 800℃ | 一般钢件 |
| 金属陶瓷 | 2000 | 1100℃ | 不锈钢精铣 |
| PCD | 8000 | 700℃ | 铝合金高光 |
| CBN | 4500 | 1400℃ | 淬硬钢HRC60+ |
结构创新:可换头、模块化、内冷通道
- 可换头式:刀杆重复利用,头部磨损即换,综合成本降低40%。
- 内冷螺旋通道:冷却液直达切削区,温度下降150℃,刀具寿命提升2.3倍。
- 不等分齿+变螺旋角:抑制颤振,表面粗糙度Ra从0.8μm降到0.2μm。
如何挑选一把“不掉链子”的铣刀?
第一步:明确工件材料与硬度
问:加工45HRC模具钢用什么涂层?
答:首选AITiN纳米多层涂层,红硬性可达1200HV。
第二步:计算切削参数
公式:Vc=π×D×n/1000;fz=每齿进给量×齿数
- 举例:D6硬质合金立铣刀,加工P20模具钢,推荐Vc=120m/min,fz=0.05mm/z。
- 若机床主轴功率不足,可降低转速20%,同时提高进给15%,保持效率。
第三步:验证刀具动平衡
高速铣(n>15000rpm)必须做G2.5级动平衡,否则刀尖跳动>0.01mm,寿命直接腰斩。
国产铣刀品牌能否取代进口?
问:同样规格,国产价格是山特维克的1/3,性能差距多大?

(图片来源网络,侵删)
实测:在7075-T6铝合金上连续铣削60分钟:
- 山特维克:磨损量0.08mm,表面Ra0.15μm
- 国产A品牌:磨损量0.12mm,表面Ra0.22μm
- 国产B品牌:磨损量0.25mm,表面Ra0.45μm
结论:头部国产已逼近进口90%性能,中低端市场替代率超过60%。
未来三年最值得布局的细分品类
- 微径深沟铣刀(φ0.1~1mm):手机摄像头环、医疗微器械。
- 高进给玉米铣刀:模具开粗效率提升3倍。
- 碳纤维专用铣刀:风电叶片、无人机机身,防分层、防毛刺。
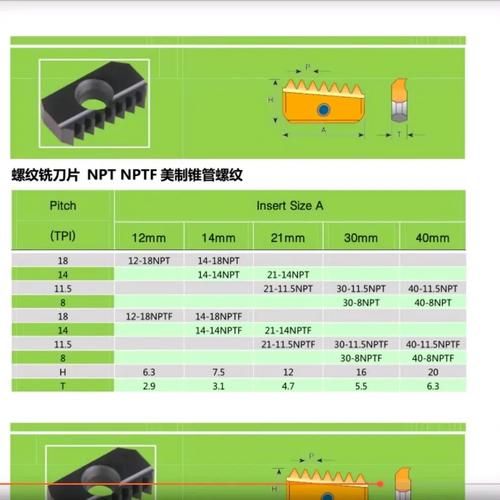
- 可转位螺纹铣刀:替代传统丝锥,M1~M30全覆盖,断刀风险趋零。
结语:抓住窗口期,做“难而正确”的事
铣刀行业正在经历技术、材料、需求的三重共振。对于从业者而言,与其纠结价格战,不如深耕细分材料工艺数据库,建立刀具+切削参数+机床的整体解决方案壁垒。下一个十年,国产高端铣刀一定会诞生自己的“隐形冠军”。

(图片来源网络,侵删)
评论列表