一、不锈钢焊管常见规格到底有多少?
很多采购第一次接触不锈钢焊管,都会先问“到底有哪些规格?”其实,**规格=外径×壁厚×长度**,只要这三项参数确定,就能锁定一根焊管。
(图片来源网络,侵删)
- 外径范围:从6mm的小口径到3000mm的大口径都能生产,但**常规库存集中在10-630mm**。
- 壁厚区间:0.3mm-25mm,**工业流体管常用2-6mm**,装饰管则偏爱0.5-2.0mm。
- 定尺长度:国内默认6米,出口订单常见5.8米;若项目需要,**可定制3-12米任意长度**。
二、201、304、316L材质差异大吗?
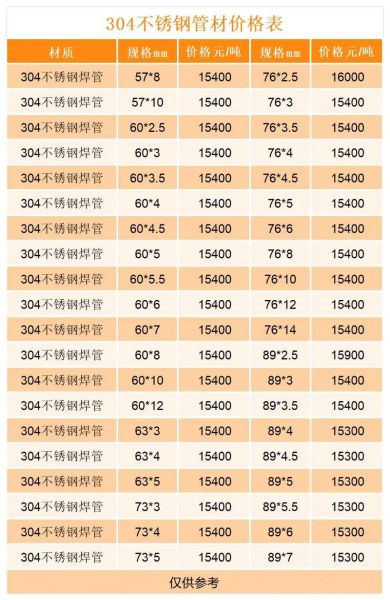
“选201还是304?”这是询价单里出现频率最高的句子。下面用一张对比表把差异说透:
| 材质 | 镍含量 | 耐蚀等级 | 单价(元/吨) | 典型场景 |
|---|---|---|---|---|
| 201 | 3.5-5.5% | 一般 | ≈9000 | 室内装饰、干燥环境货架 |
| 304 | 8-10.5% | 良好 | ≈15000 | 食品设备、沿海护栏 |
| 316L | 10-14% | 优秀 | ≈22000 | 化工管道、海水淡化 |
结论:预算充足直接选304;若环境含氯离子,316L是底线。
三、如何快速判断材质真伪?
现场没有光谱仪怎么办?**三招土办法**也能筛掉80%的假货:
- 药水点测:304专用药水滴在焊缝,2分钟变红基本为真;201则呈灰白。
- 磁性对比:304冷加工后略带磁性,但**用磁铁吸不起螺丝刀**;201磁性明显更强。
- 重量估算法:φ50×2的304管每米理论重量≈2.37kg,**称重误差超过3%就要警惕**。
四、焊接方式对性能影响有多大?
同样是304材质,**TIG焊与激光焊的差距**常被忽视:
- TIG焊:热影响区宽2-3mm,晶间腐蚀风险高,但设备便宜,适合小批量。
- 激光焊:热影响区<0.5mm,焊缝强度可达母材90%,**单价上浮约8-12%**。
自问:食品厂用管需要内抛光,选哪种焊?
自答:必须激光焊,**TIG焊的氧化色即使抛光也易残留铁离子**。
(图片来源网络,侵删)
五、国标、美标、欧标如何对应?
出口订单最怕标准混淆,**一张对照表**解决90%问题:
| 中国GB | 美国ASTM | 欧洲EN | 关键差异 |
|---|---|---|---|
| GB/T 12771-2019 | ASTM A312 | EN 10217-7 | 欧标要求-40℃冲击试验 |
| GB/T 24593-2018 | ASTM A249 | EN 10296-2 | 美标允许更大椭圆度 |
六、采购时最容易踩的坑
“明明合同写304,为何到货生锈?”**三个真实案例**帮你避坑:
- 虚标厚度:合同写2.0mm,实际卡尺只有1.75mm,**按理论重量结算时多付13%冤枉钱**。
- 混材发货:管体是304,法兰片却用201,**焊缝处优先腐蚀导致整批退货**。
- 非标长度:要求6米定尺,到货5.8米,**安装时增加3%的接头损耗**。
七、价格每天都在变,如何锁定成本?
镍价波动直接影响304,**三种锁价策略**供参考:
- 期货点价:在沪镍盘面低价时锁定原料,适合月用量超50吨的工厂。
- 背对背合同:与客户约定“镍价±500元/吨”区间调价,**风险共担**。
- 库存轮动:常备1.5个月安全库存,**低价时多采,高价时消耗库存**。
八、未来五年行业趋势
环保收紧+新能源需求,**三大方向**已成定局:
- 绿色制造:无酸洗除锈工艺将替代传统酸洗,**每吨增加成本200-300元**。
- 大口径薄壁化:光伏支架用φ219×1.5规格,**减重30%降低运输成本**。
- 定制化服务:激光切孔、在线固溶、PE涂层等深加工需求**年增25%**。
掌握规格、材质、标准三大核心后,剩下的就是比价、验货、锁价。把本文的表格保存到手机,下次谈判直接甩数据,**至少节省10%采购时间**。

(图片来源网络,侵删)
评论列表